"단 1℃의 오차가 수백만 원의 손실로 이어질 수 있다는 것을 알고 계셨나요?
주요 요약
- 배럴 존 온도 설정은 사출 성형 공정에서 부품 품질과 생산 효율성을 좌우하며, 1°C 오차가 수백만 원의 손실로 이어질 수 있습니다.
- 연구에 따르면, 온도 오차는 수지 열분해, 유동 불일치, 사이클 타임 증가로 이어져 결함을 유발할 수 있습니다.
- 최적화 전략에는 목표 용융 온도 설정, 각 존의 온도 조정, 수지 유형 고려 등이 포함됩니다.
- 예상치 못한 세부 사항: 온도 설정은 단순히 열 관리뿐만 아니라 재료의 기계적 특성과 표면 품질에도 큰 영향을 미칩니다.
배럴 존 온도의 중요성과 최적화 전략
소개
사출 성형 공정에서 배럴 존 온도는 단순한 숫자가 아닙니다. 단 1°C의 오차가 수백만 원의 손실로 이어질 수 있다는 사실을 알고 계셨나요? 이 작은 변수는 수지 열분해를 방지하고, 유동 일관성을 유지하며, 부품 품질을 결정짓는 핵심 열쇠입니다. 전문가들이 공개하는 "온도 제어의 과학"을 통해 불필요한 결함과 시간 낭비를 차단하고, 여러분의 생산 라인을 한 단계 업그레이드할 시간입니다. 그 비결을 지금 확인하세요!
배럴 존 온도의 역할
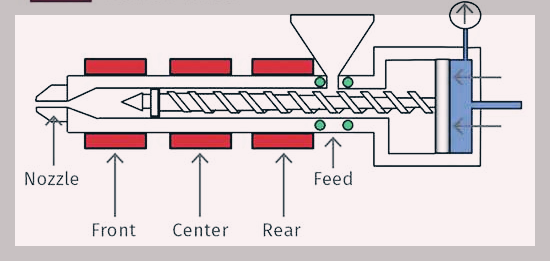
배럴은 일반적으로 피드 존, 리어 존, 미들 존, 프론트 존, 노즐 바디 및 팁으로 나뉩니다. 각 존은 플라스틱 펠릿이 용융되고 혼합되는 과정을 제어하며, 온도 설정은 다음을 보장합니다:
- 열분해 방지: 과열로 인한 재료 열화 방지.
- 유동 일관성 유지: 균일한 용융 상태로 몰드 충전을 용이하게 함.
- 부품 품질 향상: 치수 안정성과 표면 마감 개선.
- 사이클 타임 단축: 최적화된 온도는 용융 시간 단축으로 생산 속도를 높입니다.
잘못된 온도 설정은 스크랩 증가, 재작업 필요, 생산 중단으로 이어져 비용이 급등할 수 있습니다. 예를 들어, 부품당 비용이 10달러이고 연간 생산량이 100만 개라면, 1°C 오차로 스크랩률이 5% 증가하면 추가 비용은 50만 달러에 이를 수 있습니다.
온도 설정의 과학적 원리
온도 설정은 목표 용융 온도부터 시작됩니다. 수지 공급업체는 일반적으로 권장 온도 범위를 제공하며, 예를 들어 반결정질 수지의 경우 450-510°F(230-265°C)일 수 있습니다. 중앙값(예: 485°F, 250°C)을 선택하는 것이 일반적입니다. 데이터 시트 확인은 필수적이며, 초기 설정 오류는 하루 생산을 망칠 수 있습니다.
각 존의 온도 최적화 전략
각 존의 온도는 수지 유형과 샷 크기에 따라 조정됩니다:
존권장 온도목적
| 피드 존 | 140°F(60°C), 반결정질 수지 기준 | 브리징 방지, 펠릿 공급 원활화 |
| 리어 존 | >50% 샷 크기: 490°F(255°C), <40%: 465°F(240°C) | 초기 용융 시작, 샷 크기 고려 |
| 미들 및 프론트 존 | 목표 용융 온도(예: 485°F, 250°C) | 용융 균일성 확보, 몰드 충전 준비 |
| 노즐 바디 및 팁 | 목표 온도, 20°F(10°C) 변동 시 조정 | 몰드 진입 전 용융 상태 유지 |
이 설정은 용융 균일성을 보장하며, 프론트 존 온도 차이는 화장품 문제(블러시, 할로, 광택 차이)로 이어질 수 있습니다.
수지 유형에 따른 고려사항
수지 유형은 온도 설정에 큰 영향을 미칩니다:
- 반결정질 수지(PP, PE, 나일론): 용융에 더 많은 에너지(250-300 Btu/lb) 필요, 온도 프로파일이 점진적으로 증가.
- 비결정질 수지(ABS, HIPS): 160 Btu/lb로 적은 에너지 필요, 온도 프로파일이 더 일정할 수 있음.
폴리카보네이트와 같은 고점성 비결정질 수지는 리어 및 미들 존 온도를 높게 설정해야 용융 온도에 도달할 수 있습니다.
백프레셔와의 상호작용
백프레셔는 혼합과 균질화를 영향을 미치며, 안정적인 수지라면 700 psi 플라스틱 압력으로 설정하는 것이 일반적입니다. 그러나 기계의 강화 비율을 고려해야 정확한 설정이 가능합니다.
생산 효율성 향상 방법
온도 최적화는 사이클 타임을 단축하고, 결함을 줄이며, 생산 효율성을 높입니다. 예를 들어, 피드 존 온도를 적절히 설정하면 브리징 방지로 생산 흐름이 원활해지고, 리어 존 온도를 샷 크기에 맞게 조정하면 용융 효율이 개선됩니다. 노즐 온도 변동을 모니터링하여 20°F(10°C) 이상 차이가 나지 않도록 관리하면 부품 품질이 향상됩니다.
결론 및 실행 제안
배럴 존 온도 최적화는 사출 성형 공정의 성공을 보장하는 핵심 전략입니다. 현재 설정을 검토하고, 권장 사항을 적용하여 생산 라인을 업그레이드하세요. 더 많은 정보는 How to Set Barrel Zone Temps in Injection Molding | Plastics Technology에서 확인하세요.